If I repeat what somebody else has said in some other post(s) then please erase or delete this Post.
Before I built my 360 I was Talking to American Performance in Florida and I talked to Barry out in West Virginia (Who strictly deals with AMC's and some others) they said... "where the oil drains through the heads and back into the sump/oil pan this passage way can be enlarged up to an 1/8" to improve oil flow back into the pan... resulting to less pooling in the heads"... (But they recommended that you should check the thickness of the castings before drilling in-order to be safe and to get the most out of it) They also mentioned checking all of the holes that were drilled for oiling the mains and mostly the rear because there are cases where only the tip of the drill has penetrated into the passage-way and not the full flutes of the drill causing a restriction or oil starvation, (Mostly to the rear mains... etc etc).
I'm sure this is already known, I just figured I'd toss out what was said to me.
Yes you can overdrill the oil drainback holes in the heads. I havent ever heard of anyone being able to check that hole size all the way down with a ultrasonic probe...not sure if they even make one that would fit. You will hear a ton of oiling mods here and abroad...most are for special race type engines.
I'm not sure the method or methods that they used but, I'm going to go to the Junk yard or grab a pair off of my buddy and I'm going to play with them in the Mill a little... I'll find-out just how much you can take... (Knowing that each head isn't casted the same but, for number wise I'll give the casting numbers of the heads that I use etc....
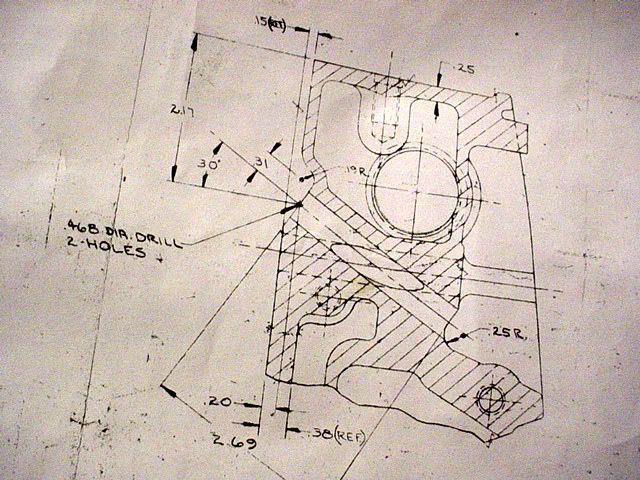
Sure, this will help to dial it in quicker... I like destroying things so this should be fun... Do you have the diagrams and measurements of the blocks?... Bolt holes/water jackets etc?... I'm not sure if I'll drill into a block due to not having a Jig to hold it etc.. I guess i could make one or have the CNC guys toy around with something...
If you drill it to .625" and hit air, you can go to .750" and press in a piece of thin tubing. In fact, I have one pair of heads that were drilled to .875" and a .750" ID tube pressed in. Use some Loc-Tite sealer when you press it in.





 Reply With Quote
Reply With Quote





 Do you have the diagrams and measurements of the blocks?... Bolt holes/water jackets etc?... I'm not sure if I'll drill into a block due to not having a Jig to hold it etc.. I guess i could make one or have the CNC guys toy around with something...
Do you have the diagrams and measurements of the blocks?... Bolt holes/water jackets etc?... I'm not sure if I'll drill into a block due to not having a Jig to hold it etc.. I guess i could make one or have the CNC guys toy around with something...