Warning: preg_replace(): The /e modifier is deprecated, use preg_replace_callback instead in ..../includes/class_bbcode.php on line 2958
Warning: preg_replace(): The /e modifier is deprecated, use preg_replace_callback instead in ..../includes/class_bbcode.php on line 2968
Warning: preg_replace(): The /e modifier is deprecated, use preg_replace_callback instead in ..../includes/class_bbcode.php on line 2958
Warning: preg_replace(): The /e modifier is deprecated, use preg_replace_callback instead in ..../includes/class_bbcode.php on line 2958 Rippled cut edge???
I have finally finished my 4x4 table and have it cutting corectly!! My issue now is there is a ripple effect on the edges of my cuts. Does anyone have any idea what causes this?? My air is the cleanest possible air that you can get from a air compressor so I know it cannot be that. I am using a fresh air breathing system and it rocks!!
might be traveling too fast or have some chatter in your drive. I'm just speculating I dont have a CNC system but I have some experience with CNC equipment and if they are run too fast you can get a chatter and with a plasma that will definately translate to the part being cut.
Sure looks like a drive vibration.....if you put your hand on the torch body while cutting a part....you should be able to feel the roughness. As a test try the same part in trial mode without the plasma running....if it feels smooth then....then it may be some sort of a noise issue caused by the plasma power supply....though that is unlikely. While I am not familiar with your cnc, this can usually be tuned out with drive parameter settings such as gains, acceleration rates, etc.
Another common cause of ripples like the ones pictured is with loose cutting beds slats that can get into an oscilation, however that usually only shows on one axis. Another cause of ripples can be THC (torch height control) related....if you are observing the z axis oscilating up and down rapidly...the the THC needs to be tuned.
I'm guessing something is loose on your table. check your pinion setscrews, then check the Z head is tight on the vertical rail.
My build thread shows where to tighten. I'm gonna go with 100% fixed if you tighten the head. After running my table for months now, I had to dis-assemble the Z-head, clean the rail, and re-set the clearance to chase out that exact ripple.
easiest way to check - lower the Z to the work. Wiggle the head. If it wiggles, fix it. the bearings are on cams, you just move 'em over till there is no play on the rail.
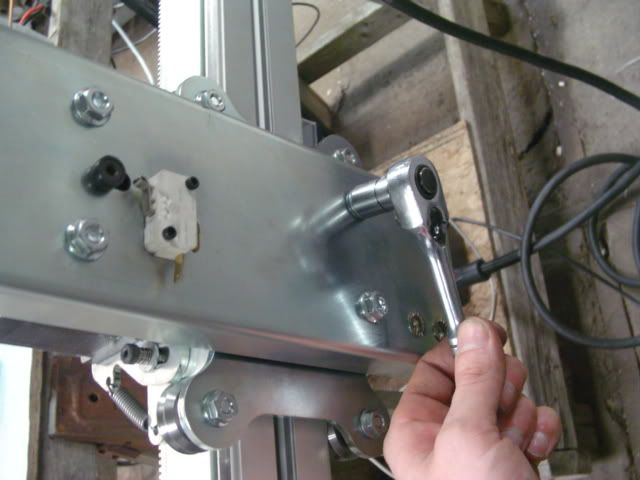
Here is my documentation on the same looking ripples you have -
something is moving/not rigid. looking at the toolholder.
hhmm, floating head on Z is shakey, needed to preload these two bottom bearings on the rail. the one on the left is adjustable on a cam to preload.
frigged with that a bit.
I'm after doing this twice in 6 months, once right at start-up, like you are seeign now, and once a few weeks ago after a bunch of use.
When i ferst ran my table i was haven some what the same issue but i noted the z head hit some spots that would chater i fixed it with some water prof greas on the gear rack on the gantry seem to smothe it right out









 Reply With Quote
Reply With Quote